
服务热线
18103314772
手 机:18103314772
邮 箱:jingshizhizao@163.com
地 址:石家庄红旗大街567号元氏天山国际制造园57号
网 址:www.ericpaullevy.com

混合时间将取决于所需的结果,并且应防止过度混合,否则颗粒的尺寸将减小并且将被硬化。行唐精密粉末冶金件压制:在模腔中填充一定量的混合粉末,施加必要的压力,然后将压实的零件弹出。压制在室温下进行,而压力取决于材料,所用粉末的性能以及压实所需的密度。专业精密粉末冶金件与模具壁之间的摩擦会阻止施加适当的压力,该压力会随着深度的增加而降低,从而导致成型体的密度不均匀。因此,长度和直径的比率保持较低,以防止密度发生实质性变化。

精密粉末冶金件生产厂家传统的烧结采用的是固相烧结但是固相烧结会在不锈钢中产生大量的残余气孔。超固相线液相烧结使不锈钢预合金粉末在烧结过程中形成液相。液相通过流动填充孔隙,以提高烧结体的密度和性能。1400℃超固相线液相行唐精密粉末冶金件的密度、硬度、耐磨性和耐腐蚀性上均高于1200℃固相烧结应注意避免因烧结温度过高而导致晶粒过度生长和过度燃烧。
在普通铸件中,气孔和缩孔是常见的缺陷,也是熔铸法难以克服的问题;而用粉末冶金法制取的材料,其孔隙度、孔径及分布可以有效地控制,而且可在相当宽的范围内调整。由于空孔隙的存在,多孔材料具有大的比表面和优良的透过性能,以及易压缩变形、吸收能量好的质量轻等特性。这些孔隙度特性是粉末冶金多孔材料的基本特性,也是它们得到广泛应用的基本原因。行唐精密粉末冶金件和铸造两者的区别就是成型的金属状态不同,及材料充满型腔后温度控制方式也不同。铸造是利用材料从液态到固态的相变进行成型;精密粉末冶金件生产厂家是利用固体颗粒之间的低熔点物质融合达到成型的。铸造有完全熔化金属,粉末冶金只有部分物资熔化。铸造的模具比粉末冶金模具大很多,造价也是它的几倍到十几倍。

用金属粉末制造成型部件或半成品如棒材和板材的过程称为粉末冶金。行唐精密粉末冶金件技术结合了独特的技术特征和成本效益,通常用于生产烧结硬质金属,称为“碳化物”或“碳化钨”。优点:粉末形式的金属比固体形式的贵。此外,采用该工艺所需的昂贵模具和设备意味着该工艺是合理的,因为产品具有不同寻常的性能。专业精密粉末冶金件具有以下优点。零件可由高熔点难熔金属制成,难度较低,成本较低。即使是复杂零件的生产率也很高,主要是因为在生产过程中使用了自动化设备。

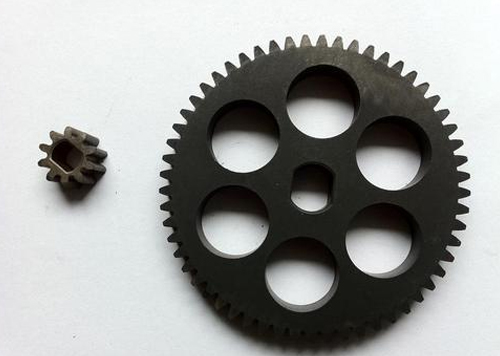
行唐精密粉末冶金件温度影响齿轮成品的尺寸大小及齿形精度,调整烧结温度可提高粉末冶金齿轮的精度。精密粉末冶金件生产厂家在一般烧结温度下烧结时,齿面皆呈膨胀现象,随着烧结温度升高,齿轮的显微结构更致密,齿面膨胀量减少,甚至由膨胀变为收缩,齿形压力角也会逐渐变大。由测试结果得知,不论齿轮尺寸呈膨胀或收缩现象,齿形误差均从齿根往齿冠逐渐增大,以齿冠部分变化量较大,而此变化将造成齿形压力角的改变,即当齿轮尺寸膨胀时齿形压力角变小,收缩时齿形压力角变大。普通的FN0205粉末冶金齿轮可以承载扭矩可以达到14NM,温压零件可以达到20NM,如果温压FD0405可以达到25左右,在全套齿轮采用专业粉末冶金设计允许修形的情况下,轻度还可以提高30-40%。

2.尺寸受压机的压紧能力限制。压力机通常压力在几吨到几百吨之间,直径基本上小于110MM可以制成粉末冶金;3.行唐精密粉末冶金件齿轮受其结构限制。由于压模的原因,不适合生产斜角大于35度的蜗轮,人字齿轮和斜齿轮。一般建议将斜齿轮设计在15度以内。4.专业精密粉末冶金件齿轮的厚度受到限制。模腔深度和冲压行程必须是齿轮厚度的2-2.5倍。考虑到齿轮高度的纵向密度的均匀性,粉末冶金齿轮的厚度也非常重要。技术特性:1.可以控制产品的密度,例如多孔材料,高密度材料等。




